

Расточка блока цилиндров
Эксплуатация автомобиля – это огромные нагрузки на двигатель и все его элементы, которые значительно увеличиваются при эксплуатации в сложных условиях, например, при перевозке тяжелых грузов, движении под горку, работе при высокой температуре воздуха.
Трение поршней мотора со стенками цилиндров ведет к возникновению износа деталей (не всегда равномерному), из-за чего цилиндр теряет первоначальную форму. Визуально определить эти изменения очень сложно, но, если стали заметны перемены в производительности двигателя, то стоит проверить деформацию цилиндров или поршней с помощью специальных измерительных приборов.

Некоторые автовладельцы думают, что движение поршня происходит по идеально прямой траектории, но это не так. Степень изношенности цилиндров и поршней зависит от размера отклонений от идеальной траектории. Главной причиной (а таких причин может быть несколько), из-за которой происходит нарушение траектории движения поршней, бывает проблема соосности. Нарушить траекторию также может неперпендикулярность положения сопряженных деталей. Ускоренный износ поршней и цилиндров может вызвать и увеличенный допуск в размерах, что приводит к движению поршня не только по оси цилиндра, но и с отклонением по горизонтали. Эти факторы ведут к неравномерному износу цилиндра с потерей формы и превращением профиля из идеально круглого в эллипсовидный.

На цилиндры также влияют высокая температура и продукты сгорания, что вызывает разрушение стенок или появление нагара на поверхности цилиндра и поверхностях поршней. Проблема заменой поршня не решается. Идеальная геометрия нового поршня «столкнется» с нарушенной геометрией цилиндра, и проблема не исчезнет. Для исправления ситуации необходимо устранить эллипс в цилиндрах. Для этих целей выполняется технологическая процедура по расточке блока цилиндров.

Назначение расточки блока цилиндров
Расточка выполняется при обнаружении износа. Степень изношенности оценивается по специальной системе, учитывающей два размерных параметра детали:
- изменение первоначальных размеров на 0,05 мм в верхней мертвой точке верхнего поршневого кольца (не самого кольца);
- изменение размера на 0,03 мм в точке контакта юбки поршня и стенки цилиндра.
При обнаружении изменения параметров до данных величин требуется срочный ремонт. Осложнить ситуацию может появление дефекта в виде ступеньки в верхней части цилиндра. Такой дефект приводит к тому, что из-за этих ступеней поршневые кольца и посадочные места под поршневые кольца разбиваются. Из-за этого возникает вибрация при работе двигателя, чувствуются ощутимые удары. Идеального прилегания поршневых колец к стенкам цилиндра достичь невозможно из-за возникшей эллипсности.

Подобный дефект в виде неплотного прилегания приводит к тому, что выхлопные газы вырываются из цилиндра в картер. В двигателе нарушается компрессия и двигатель начинает «жрать» масло. Под воздействием постоянных ударов кольца могут развалиться на мелкие части, которые поцарапают стенки цилиндра. В таких случаях исправить ситуацию не поможет ни расточка, ни капитальный ремонт мотора.
Восстановление геометрии цилиндра и нормального положения сопряженных деталей по отношению друг к другу позволяет выполнение расточки блока. При этом важно помнить, что недостаточно добиться правильной геометрии цилиндра. Требуется восстановить правильную соосность и оптимальное расположение всех деталей, в противном случае цилиндры в процессе работы двигателя будут разбиваться.
Отсутствие соосности приводит к возникновению напряжения и появлению избыточного трения. Зависимые узлы, относящиеся к поршневой группе, будут также разрушаться. Возникающие в процессе работы ДВС дополнительные нагрузки на движущиеся элементы приводят к появлению трещин, изгибов, деформации.
Расточку блока цилиндров также выполняют для увеличения объема. Операцию по расточке производят, если это позволяют стенки цилиндров. Затем устанавливают поршни большего диаметра, способные засасывать больший объем воздушно-топливной смеси. Например, объем смеси поршнем диаметром 79,8 мм значительно уступает объему, который может засосать поршнем диаметром 82 мм. Увеличивается объем сгораемого топлива, повышается давление воспламененной смеси на поршень, что дает увеличение мощности.
Материалы для изготовления блока цилиндров
Блоки цилиндров изготавливают из чугуна или алюминия. Идеальным материалом для изготовления блока цилиндров является чугун, потому что это дешево, надежно и долговечно. Вернуть двигатель в строй можно установкой новых ремонтных поршней требуемого размера. К недостаткам чугунных блоков цилиндров относятся значительный вес, в три раза превышающий вес БЦ из алюминия, а также проблемы с теплоотводом и коррозия.
Блоки из алюминия имеют значительно меньший вес, лучший теплоотвод и не подвержены коррозии. Относительно небольшой вес дает возможность автопроизводителям уменьшить вес выпускаемого автомобиля и снизить расход топлива при эксплуатации. Что для производителей служит большим плюсом. Однако нужно учитывать мягкость алюминия как металла и недолговечный в сравнении с чугуном срок службы. Для увеличения срока службы двигателя и повышения износоустойчивости БЦ на внутренние стенки блока наносится специальный налет со значительным содержанием кремния. Только такая подготовка БЦ позволяет алюминиевым блокам служить длительное время.
Важно! Снимать прочный верхний слой в цилиндрах нельзя, поэтому расточку алюминиевых блоков цилиндров часто не выполняют, что делает такие БЦ одноразовыми.
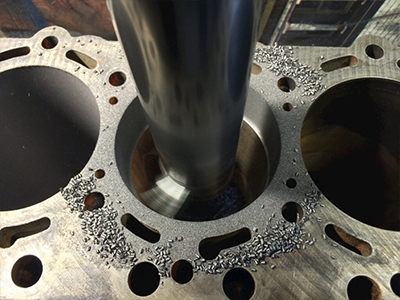
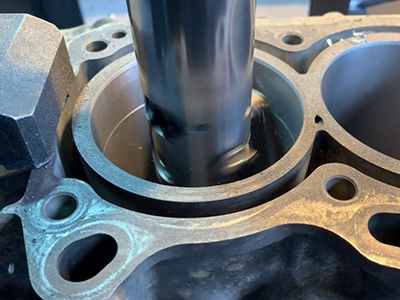
Особенности технологической операции по расточке
Выполнение расточки блока цилиндров или восстановление требуемого зазора между поршнями и стенками цилиндра предусматривает использование специального оборудования из-за сложности операции. После выполнения проточки на вертикально-расточном станке зазор между поршнями и стенками цилиндра образуется сам собой. При этом качество выполняемой работы и правильность расточки невозможно обеспечить без высокой квалификации мастеров и использования специального оборудования. Однако это не самая сложная с технологической точки зрения операция.
Значительно более сложнее – это восстановление правильной формы цилиндров. Причина заключается в том, что выработка внутренней части цилиндра может произойти в любом месте. Перед расточкой выполняется ряд измерений микрометрическими стрелочными приборами, которые позволяют мастеру сделать правильное заключение о проведении необходимых работ, оценить сложность и целесообразность расточки цилиндра.
Расточка позволяет убрать возникший «эллипс» и конусность цилиндров. Отклонение в пределах 0,01 мм по всей длине цилиндра считается нормой. Добиться нужного результата можно только на высокоточных расточных станках, обеспечивающих точность меньше 0,01 мм.
Последующей операцией может быть набивка зеркала внутри цилиндра или хонингование, при котором выполняется финишная обработка стенок для того, чтобы убрать все задиры и риски. Это позволит стенкам и кольцам быстрее притереться друг к другу. Операция выполняется сначала крупным абразивом, который затем заменяют мелким. Выбор метода зависит от мастера, потому что эти методы имеют своих сторонников и противников.

Завершает технологическую операция по расточке блока цилиндров сборка. Необходимые запчасти (поршни, кольца) подбирают под ремонтные размеры. Затем все детали устанавливают, подсоединяют к коленвалу и собирают двигатель полностью.